
CNC Machining Services
The main characteristics of electric discharge machining
What can it do?
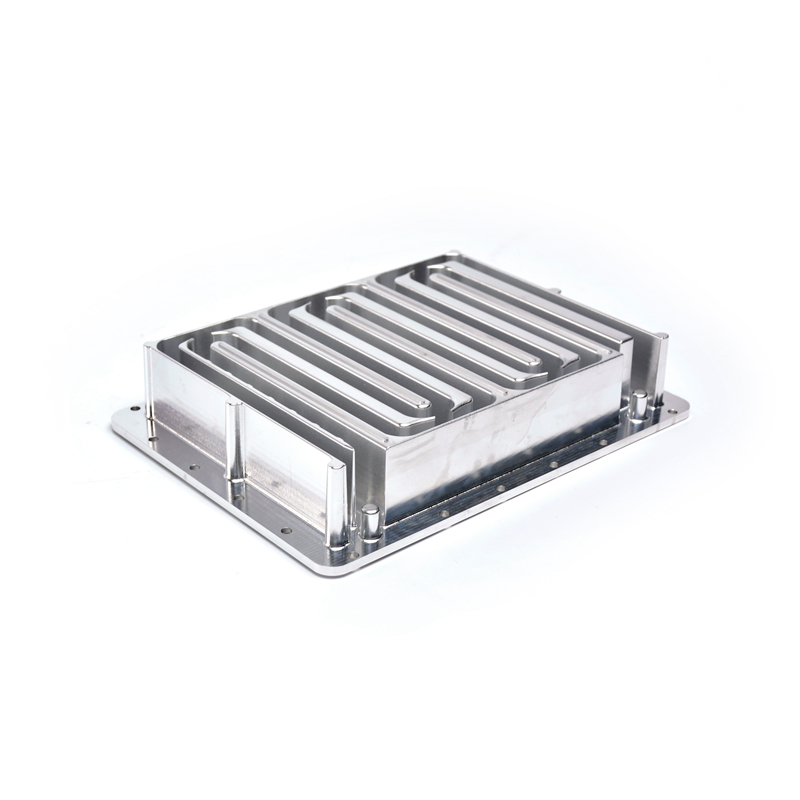
1. Processing molds and parts with complex shaped holes and cavities; 2. Processing various hard and brittle materials such as hard alloys and quenched steel; 3. Processing deep and fine holes, irregular holes, deep grooves, narrow seams, and cutting thin sheets; 4. Process various forming tools, templates, thread ring gauges, and other tools and measuring tools.
Usually It Can Be Done With Accuracy
The dimensional accuracy of the perforation depends on the size of the tool electrode and the gap of the spark discharge to ensure that the cross-section profile size of the electrode is evenly reduced by a processing gap than the size of the predefined machining hole, the dimensional accuracy is one level higher than the workpiece, generally not less than IT7 level, and the surface roughness value is smaller than the workpiece. The straightness, flatness and parallelism are not greater than 0.01mm on the length of 100 mm.